2021-03-26 11:59:53 3827
设备升级
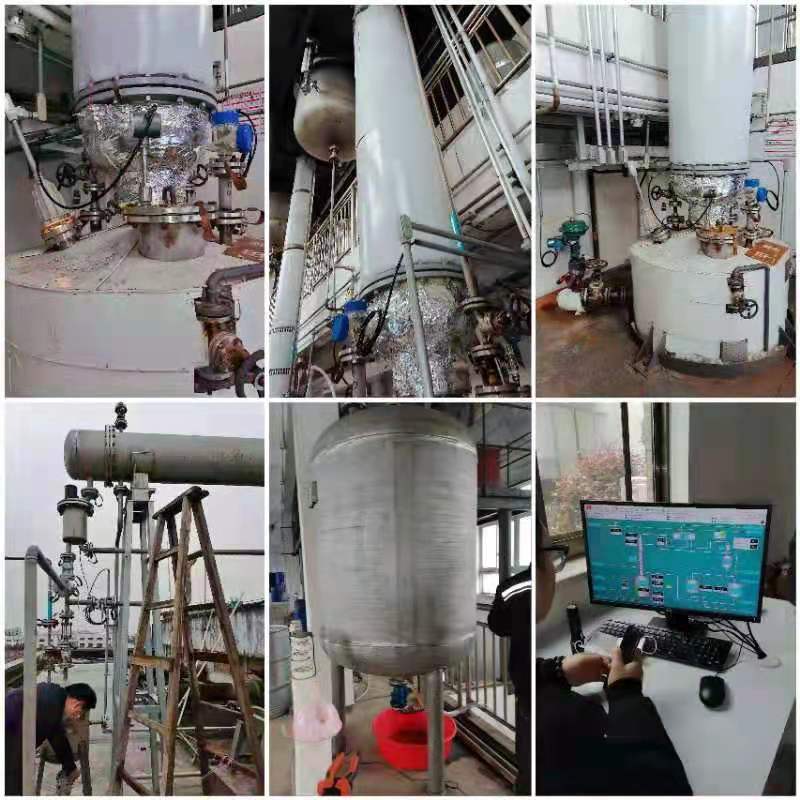
我司在原有的精馏设备上进行了技术改造升级,在3月20日甲苯精馏设备试车成功生产出第一批高效液相色谱级别的甲苯。设备采用了DCS系统进行全自控生产。不仅保证了产品质量的稳定性,降低批间差别,而且大大增加了产能,年产量超200吨!同时意味着大大提高了我司电子级产品产能,更好的解决了现在日益紧张的产能问题。
设备优势
设备主要分为:
精馏塔釜、冷凝器、成品罐
全自控智能设备
Ⅰ精馏塔釜、冷凝器、成品罐
◇工作原理简介:甲苯原料进入精馏釜逐步升温进行精馏,气化后的甲苯进入精馏塔,通过填料进行杂质分离后气化甲苯进入冷凝器冷却成液体甲苯,如此循环直至分离出合格的色谱纯甲苯。
◇精馏塔的作用:在一定压力下,利用互溶液体混合物各组分的沸点或饱和蒸气压不同,使轻组分(即沸点较低或饱和度较高的组分)汽化。
◇精馏釜的作用:精馏釜底温度控制的稳定是保证产品高效分离的关键,从而进一步得到高纯度的产品。
◇冷凝器的作用:提供塔顶液相产品及保证有适宜的液相回流。
◇成品罐的作用:用于盛放精馏出的色谱纯甲苯。
Ⅱ全自控智能设备
设备采用全自控生产,自动控制系统会调节体系始终保证在恒定适宜的条件下进行精馏过程。这样,冷凝器控制的操作完全由自动化的程序实现精细准确的监控,避免人工来改变体系温度以及回流比;也能使精馏塔釜维持在正常的温度下,不仅可以避免轻组分流失,提高物料的回收率,而且能有效减少残余物料的污染作用,最终实现产品质量的最优化。
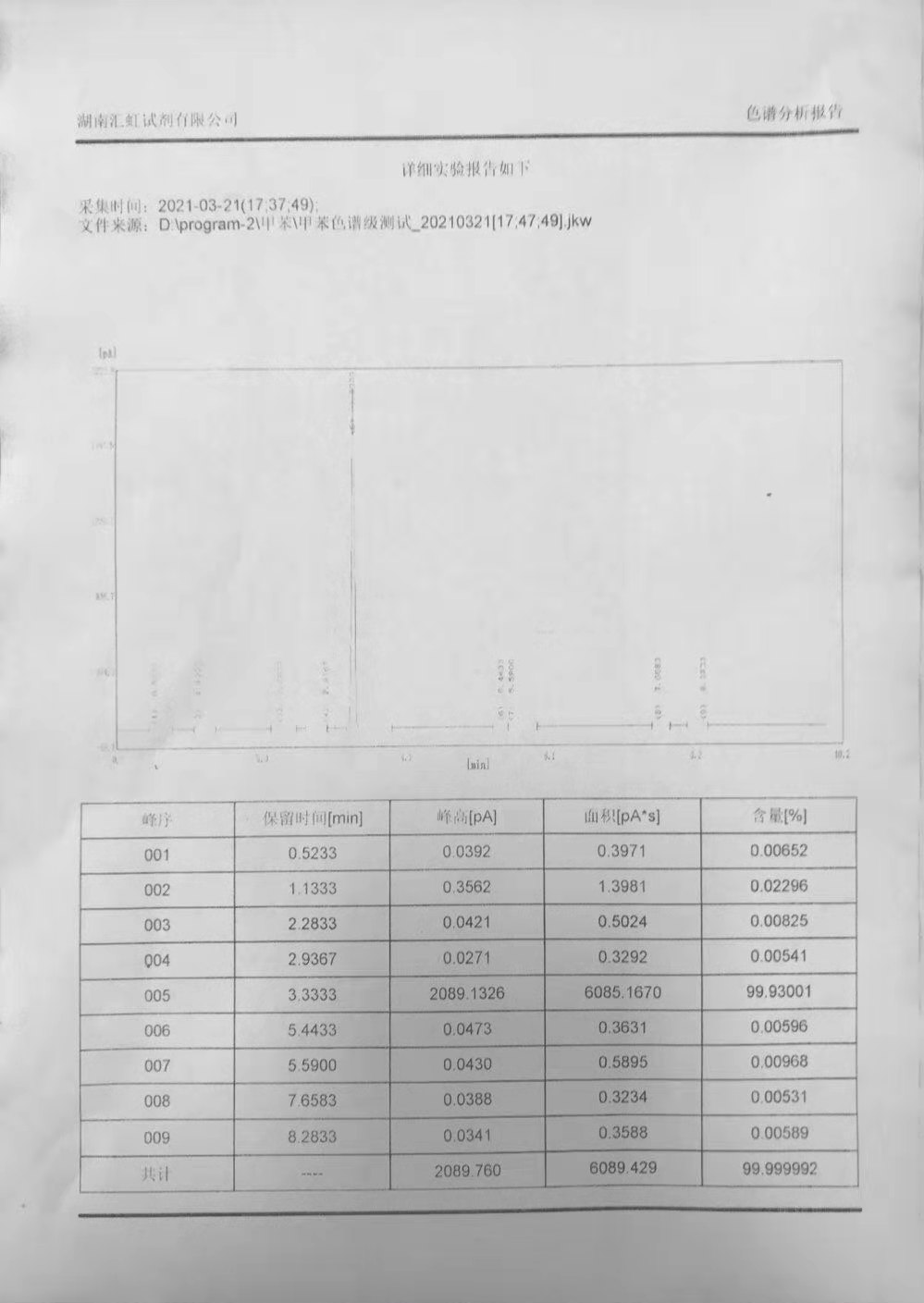
“上才艺”
通过该设备对甲苯进行色谱分析的详细实验报告如下图所示: